The Sharp Inner Angle And The Limits Of Machining
The presence of a sharp internal angle is supposed to be a definite sign of hand-finishing. But is it?

Recently I had a chance to participate in the comments on a post on Instagram from watchmaker Philippe Narbel, who worked for six years as a watchmaker at Audemars Piguet, and then spent two years in the hand finishing department. You might be familiar with him through his first watch made as an independent, the Roots watch. The post raised a question about the use of two terms: “beveling” and “guilloché” and Narbel’s open question was whether or not both, either, or neither of these terms should be narrowly or more broadly defined – should “guilloché” for instance, only be used to describe patterns engraved on a manually operated rose engine, or is it ok to use it to describe any regular geometric pattern, regardless of whether it’s made on a rose engine, or on a CNC machine, or even stamped? One remark in the comments, from a watchmaker and machinist in Vancouver named Doran Mitchell, was a little bit shocking to read; his comment was:
“Sharp internal angles have been done by CNC for many years now (with a bit of hand polish on top). Most alleged experts can’t tell (customer side) or won’t tell (manufacturing side). Same with perfect CNC cut guilloché (non rotating spindle), through using what’s called a tangential knife tool path, and a special spindle insert, or buying a machine from Faro which has been making single point line cut jewellery decoration CNC machines for decades. Again experts can’t (customers) or won’t (manufacturers) tell.”
Now the reason this is shocking is that it has been more or less gospel in the enthusiast community, and among watch writers, that this is not true – that in fact, sharp internal angles in movement bridges can only be made by hand.
The reality is that there is very, very little you can’t do nowadays with machine tools, and that you can only do by hand. How multi-axis CNC machines work is not a subject that comes up very often at all in collector circles and it certainly doesn’t come up very often in brand marketing material, partly because it seems to take the romance out of watchmaking, and partly because the deeper you dig into just what’s possible with computer controlled machine tools, the more you realize that just about everything hand-finishing technique you can think of, can be done faster, and generally more cleanly, with machine tools. This video from Patek is nine years old, but it gives you a good start in understanding just exactly how much you can do with CNC machines.
I would have embedded the video in this article but Patek has disabled playing off Youtube, although I can promise you it makes for quite interesting viewing. The video is entitled “Manual Finishing Of Movement Parts” but it is remarkable how little of the video actually shows human hands at work. It’s a two minute video but hand-finishing doesn’t appear until about 1:25 seconds in, when we see someone applying perlage with an electrically driven vertical drill press. The perlage itself is being applied by hand, which requires the right touch and a good eye as ideally, each new circle of perlage should have its outermost edge right on the exact center of the previous circle.
Another very instructive video is one which has been provided by Jaeger-LeCoultre. This one shows hand finishing as it is applied to a trebuchet hammer, which JLC uses in its minute repeaters and which was named after a medieval siege engine.
The video opens by saying, “Beveling is a meticulous decoration technique which enhances the beauty of the components of our grand complications.” The video shows the beveler polishing the inner and outer parts of the hammer, including the interior angles of the recessed area on the upper surface, as well as the flanks of the hammer. Some of the work is done with powered tools, and some of it, especially the final polishing of hard to reach areas of the inner bevels, is done with hand tools including files, burnishers, and sticks of dried boxwood; according to the video, the entire process of polishing one hammer takes around four hours. I assume there is some variability, since most of the work is done either entirely by hand or with the use of hand-guided rotary tools.
The two videos raise a number of interesting points.
The first is that in both cases, manual finishing techniques are being done on very expensive, complicated watches in the top tier of their makers’ respective ranges. Less expensive watches with simpler movements may not receive such attention on individual parts; this is impossible to verify absolutely without actually seeing manufacturing processes on site, which has become more and more rare. The watch factories I’ve been able to visit over the years have run the gamut from industrial watchmaking with no hand finishing at all (most recently, at Kenissi earlier this year, which is on the same premises as the Tudor factory) to brands where hand finishing of components was shown, including Audemars Piguet, Patek Philippe (many years ago) and Vacheron Constantin; I’ve also seen movement finishing being done by hand on some Grand Seiko and Credor watches. The overall rule seems to be that the more expensive a watch, the greater degree of hand finishing; often such watches are high complications, but not always, as in the case of the Credor Eichi and Eichi II watches.
The second is that producing movement components in modern watchmaking requires the ubiquitous use of computer guided machine tools. Finishing was at one point in watchmaking history, a necessary step in producing reliable working parts which would emerge from the initial steps in their manufacturing, with unavoidable tool marks and burrs on surfaces where metal had been removed. It was also done for aesthetic reasons; balance cocks, even in some very early watches, might be elaborately pierced and engraved. John Harrison’s H4 marine chronometer is covered with extremely complex engraving, which does nothing functionally, but which is very impressive nonetheless. Today, CNC and EDM (Electrical Discharge Machining) as well as silicon wafer fabrication techniques, and LIGA (a lithography technique for making metal parts; the name is an acronym standing for Lithographie, Galvanoformung, Abformung in German) make it possible to produce components to micron tolerances which are perfectly functional without the need for any further manufacturing. Parenthetically, it is worth remembering that modern diamond tipped cutting and milling machines can produce a glossy, consumer-ready surface without the need for any additional hand finishing.
The third, is that precision manufacturing of watch components can require a very wide range of machining methods and techniques. Greater precision at brands like Omega and Rolex, where hundreds of thousands of watches are produced annually, requires very expensive machinery, as well as the skills necessary to program and maintain such machines, in order to produce consistent results. Movement components with complex geometry will require more steps in the manufacturing process, which is correspondingly more expensive; all other things being equal, the less straightforward it is to machine a part, the longer it takes and the more human quality control it requires.
The fourth, and perhaps most obvious point, is that hand finishing is the exception rather than the rule. Four additional hours devoted to finishing one component in a highly complicated chiming complication is both part of the reason for, and partly a justification of, higher prices. Generally speaking, hand finishing techniques are not scalable and the craft necessary is therefore reserved for watches and components where it makes the most sense to deploy them economically.
The fifth, and less obvious point, is that the relationship between watch enthusiasts and watchmakers both big and small, is in constant evolution. This brings us back to the question of sharp inner angles. If sharp inner angles are widely considered achievable only by hand, and if they are therefore considered a hallmark of hand finishing, then there is considerable incentive to produce movements with such inner angles, as well as an incentive for developing techniques to do so that involve less direct human manual work.
This then raises the next question which is, is it really true that sharp inner angles can only be produced by hand? There is a very good reason that a lot of people think so ; it is because CNC machines are rotary cutting tools – essentially, they’re very, very sophisticated routers where the rotating bit can be set to cut at varying angles to the workpiece. Because the cutting heads are rotating, they necessarily have a physical radius, which can be very small – less, in some cases, than a millimeter. Here’s a video showing machining of graphite with a CNC machine with cutting tools, or end mills, of progressively smaller radius; the smallest is slightly less than 0.2mm in diameter. Graphite is not a standard material for watch plates and bridges, of course, but it helps to get an idea of just how small these things can get. Technically, for an end mill of a given diameter, you can create a corner with half the diameter of the end mill – in this case, that’s 0.1mm, or one tenth of a millimeter.
Practically speaking, producing a corner with exactly the radius of an end mill can be difficult as doing so means the end mill is in contact with a large area of the work material, which can cause the “chattering” that Mitchell refers to in the Narbel Instagram post. Chattering can leave visible marks on the surface of the workpiece and if it’s bad enough, it can mean discarding the workpiece and/or a broken end mill, but at least theoretically, it can be done. A corner radius of 0.1mm is not a geometrically sharp inner corner but without magnification, it would be, I’d think, quite difficult to see the actual corner radius with the naked eye. Machining sharp inner corners using a CNC machine is difficult enough that sources I consulted generally advise against trying, with one source saying:
“When you specify a sharp corner in a CNC machined parts cavity, you’re asking for something that defies the fundamental physics of CNC machining. Every cutting tool is round, and round tools simply cannot create perfectly sharp internal corners.
“This isn’t a limitation of Modus Advanced’s capabilities or equipment sophistication. It’s a universal constraint that applies to every CNC machine shop on the planet. No matter how advanced the equipment or skilled the machinist, a rotating cutting tool will always leave some radius in internal corners.
“The confusion often stems from external corners on CNC machined parts, which can appear sharp because material is removed from both sides. Internal corners, however, require the tool to plunge into material, leaving its circular profile as the defining geometry.”
However, as we have seen, you can create a corner with an almost imperceptibly small radius without departing from a standard CNC machine – an object 0.1mm in diameter is verging on a size invisible to the unaided human eye, although this is highly variable depending on the distance between the eye and the object being viewed. If you need a sharper inner corner than that, another option is EDM, or Electrical Discharge Machining, in which a very thin wire with a current running through it is used to erode the surface of the workpiece. This technique is also called spark erosion, and you can produce inner corners with very small radii – one source which discusses the problem of sharp inner corners in machining, says that inner corners with radii as small as 0.05, or five hundredths of a millimeter, can be produced, “which is ‘sharp’ by all means,” as the source says.
The question of whether sharp inner corners can only be produced by hand, can therefore be considered answered; unless your definition of “sharp” restricts use of the term to less than 0.05mm in radius. There are other CNC machine cutting tools in which the spindle – the part of the machine that holds the actual cutting tool – does not spin; sharp engraving, which basically removes metal in the same way that the cutting tool of a rose engine does, can be done with a tangential knife path tool, as mentioned by Doren Mitchell in the Narbel Instagram post; this is a tool which is held at a fixed angle to the workpiece.
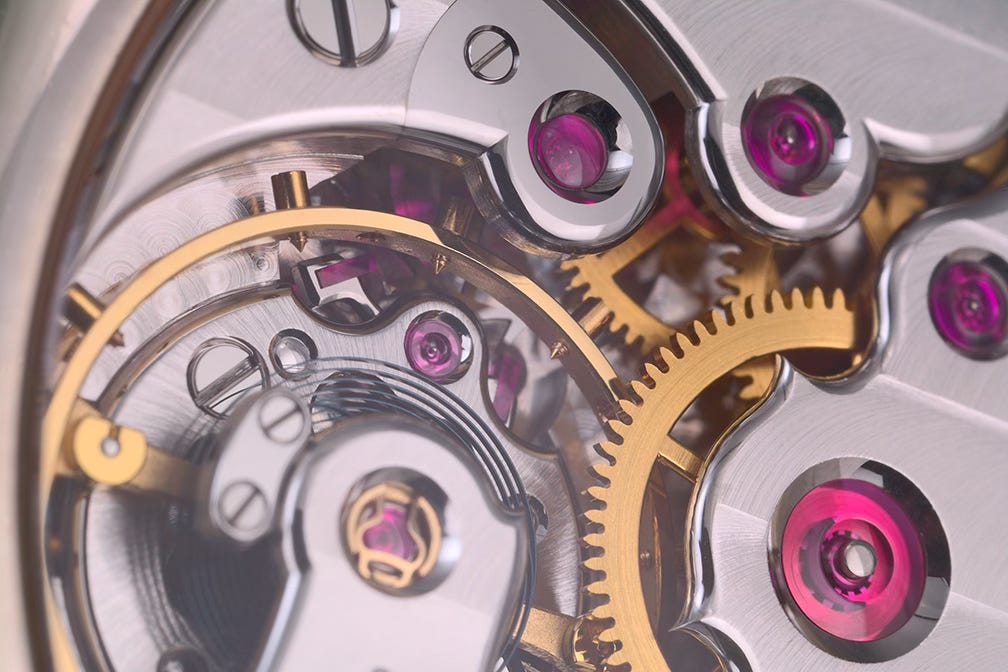
Making a sharp interior angle using CNC or EDM usually means additional expense, and requires more steps in manufacturing, so it’s not as if it is a trivially easy thing to do. It may also require manual cleanup as well, particularly if there is any chattering of the end mill, or if EDM leaves a radiused inner corner visible under magnification. Visually distinguishing between machine produced and manually produced sharp interior angles seems quite difficult however, and it seems as if it would require in person inspection with a loupe, probably 20x to have a reasonable chance of seeing any difference. The interior angles produced by hand finishing techniques at their best, don’t show any signs of radiusing even under magnification, as can be seen in the macro image from SteveG’s Watch Launchpad at the top of this article.
Producing sharp inner corners, whether entirely by hand or by CNC or EDM tools (combined with some manual final finishing) would seem to be inherently more expensive either way; of course, collectors would prefer to have hand-finishing rather than machine finishing, even if it’s aided by hand finishing, but this is not always practical for larger numbers of movements.
A major caveat to the whole discussion, is that a sharp inner corner doesn’t necessarily mean that the entire watch movement has been decorated by hand, using traditional techniques; I think there is a little bit of a tendency for us to assume so without realizing it. There are a number of videos available on Youtube which show Dufour in his workshop, applying various finishes by hand, including this one.
It’s impossible without actually watching specific manufacturing processes, to know the extent to which hand finishing techniques are used on any given movement, but given the considerable extra costs associated with hand finishing and the relative rarity of the necessary skills, the answer is very likely more or less what is implied in the Patek video, and stated in the Jaeger-LeCoultre video; extensive use of hand finishing is probably restricted to the upper end of any manufacturer’s range.
Sharp inner corners in and of themselves, are just one of many aspects of movement finishing and as with every type of finishing, it appears that they can be produced on a spectrum of almost entirely machine-made on one end, to entirely made by hand on the other, with variations on this spectrum depending on the watch, the maker, available resources, and scale of production. Their presence may or may not indicate a wider range of hand finishing elsewhere in the watch, but I think it’s obvious that the presence of sharp interior angles and corners does not by itself, mean that there is an unsung Philippe Dufour at the bench.
My guess is that if a watch brand or independent is doing hand finishing, they’re going to show you. Seeing hand finishing being done at watch factories is rarer than it used to be, partly because actual factory tours where there is visible disclosure of the various aspects of manufacturing have become relatively rare. (One of the most transparent factory visits that I’ve ever had was to the Tudor and Kenissi factories, where all of the industrial processes that make producing Master Chronometer watches to scale, were shown and proudly shown). I suspect that if a watch brand has invested in the training – which takes years – of its staff necessary to finish components by hand, they’re not going to hide their capabilities.
That sharp inner corners can be made mostly by machines, means that there is room for perhaps some shenanigans on the part of brands, who generally don’t dwell deeply on the details of their manufacturing processes in their marketing. The aura of craft and of its use historically is financially very valuable, and dispelling any of that aura through disclosure of the granular details of manufacturing techniques, is probably not of any value to the brand, and might be of interest, as information, only to the very small number of individuals who are actually curious about the details of precision micro-machining. If a watch writer or customer makes a mistaken remark about how a particular finish is produced, brands generally will not reach out and offer specific corrections on such points of information.
I think it is certainly possible for watch specialist writers and enthusiasts, however, to bear in mind that the evaluation of finishing requires a great deal of skepticism as well as a healthy dose of humility about one’s own level of knowledge and level of exposure. The tendency to reduce very complicated issues to oversimplified false dichotomies is as strong in watchmaking as it is anywhere else; for many years, the whole question of “in-house,” which, like finishing, is not an either-or criterion, dominated the conversation to the point that manufacturers overvalued it so much as to end up, at least on some occasions, misrepresenting the sources of their movements, and this was combined with enthusiasts and specialist writers misunderstanding the nature of the highly complex supply chains that make modern watchmaking possible in the first place.
Any opinion about a movement’s finish based on renderings or photos is of necessity, provisional to some extent, and it’s going to be an uphill battle for the foreseeable future for enthusiasts and writers to develop enough context to formulate opinions on the subject, but that doesn’t mean we shouldn’t try. And as the whole subject of sharp inner corners demonstrates, no one simple element of the complex and highly obscure subject of movement finishing, is a “tell” in terms of overall quality.
This article is based on my own research into the basics of CNC and EDM machining, and since I’m not a machinist, it’s necessarily somewhat conjectural; anyone with a practical understanding of the issues at hand is invited to provide clarifications in the comments. I’m a big fan of disclosing sources and of a collective effort to create greater clarity around these issues; there is a certain amount of reticence to offer clear information which can be sometimes seen with folks who have direct knowledge of technical questions, but when clarity and sources are provided everybody wins.
PS from Philippe Narbel, on Sunday night: “Jack, very deep and interesting article. I was a bit surprised that you went into so much detail about CNC rotary cutters, which produce a slight radius when making an inward angle, when at the end of the article you very briefly mention what is truly the current revolution. Namely, it’s no longer a rotary tool that does the work, but a cutting tool, much like a wood plane, that can produce perfect inward angles. I’ve actually seen the arrival of blanks with perfectly prepared inward angles, where there was no need to use a file at all. Just two wood stick with abrasive papers, and polishing. Hence my question about the term “hand bevelling” or “chamfer polishing.”
So the ship of sharp inner corners being only possible with hand finishing, really has sailed.
Vell, for someone who isn’t a machinist, it’ll do. 😂
This pretty much sums up where I end up with this no matter which brand is saying it:
“if a watch brand or independent is doing hand finishing, they’re going to show you”
The status quo: “Show us, or it’s defo machine made”
Somehow this feels like it begs the question… I know how much you love that phrase.
Handcrafted or CNC?
Since there is now extensive discussion on the subject of using numerically controlled machines in the finishing of watch parts, i will first focus on the reason for these activities. The aim is to decorate various watch parts in ways that show the viewer the special nature and beauty of all possible decorations, polished bevels and top surfaces, grindings like geneve stripes or solarisations, engravings and multi-colored electroplated coatings.
These are achieved in different qualities and in different ways, and each of these processes requires the appropriate tools, machines, and skills.
In the traditional way, for example bevels are usually applied to raw parts by hand and then polished. This “technology” is promoted by many manufacturers or independent watchmakers as the ultimate in finishing, as it requires considerable skill and a great investment of time.
Nevertheless, with the right machines and the necessary knowledge, it is possible to achieve the same or even better results. In contrast to traditional manual work, this requires significantly higher investment in machines, tools and knowledge, as well as in training to operate these machines with precision down to hundredths of a millimeter.
So which way is better? That depends entirely on the eye of the viewer — usually the customer — who is willing to pay an additional charge for these extras.
However, many things remain unmentioned for various reasons, ultimately mostly out of dishonesty. The raw parts, on which the much-praised manual work is then celebrated — are these also traditionally manufactured parts, or do they also come from numerically controlled machines, later refined by hand? Do these "independents" truly master the art of watchmaking in depth, or do they have the necessary parts and developments manufactured externally? can they really execute something more then hand finishing and assembly? Do they show the steps for manufacturing the parts of their watches, how they do it themselves, or do they just sit there at the end and pose for their pictures?
You should be very sceptical. The question is not whether we only use traditional techniques to offer our customers something special — I can say for my company that we can do both, because we have executed them to the point of exhaustion. We offer most services from development and design to surface treatment and the finished product from a single source. We can do all these things because we see it as a dedication, a way of life.
Please understand that this is not about individual finishing techniques and demonizing one or the other, it is about manufacturers being honest with their customers, clearly in relation to the entire manufacturing process of the product. Like everything else in the world, the watch industry is constantly changing. New technologies are emerging, replacing old ones, yet some traditional methods remain. Are the people who value traditional values and skills also willing to ride a horse to work instead of driving a car?